
How to analyze the technical, operational and economic feasibility before implementing automated visual inspection systems
In many manufacturing environments, a single undetected surface defect can lead to customer complaints, expensive rework or even production disruptions.
Yet in many industrial production lines, visual inspection still relies heavily on human judgment. Experienced operators inspect hundreds or even thousands of parts per shift, trying to identify defects that are sometimes barely visible to the naked eye.
As production volumes increase and quality standards become more demanding, this approach begins to show its limitations.
The pressure to improve product quality, reduce customer claims and increase productivity has made automated visual inspection based on machine vision an increasingly important technology in modern industry.
Sectors such as automotive, metal processing, glass manufacturing, technical plastics and food processing are incorporating industrial machine vision systems to detect defects in a more reliable and consistent way.
However, implementing a machine vision system is not simply a matter of installing cameras and applying detection algorithms. Each application presents specific technical, operational and economic challenges that must be carefully analyzed before making an investment.
For this reason, a feasibility study is a critical phase in any industrial visual inspection project based on machine vision.
What you will learn in this article
In this article we will discuss:
- What a machine vision feasibility study is
- Which factors determine whether an automated visual inspection system can work reliably in production
- The situations that typically lead companies to evaluate this type of technology
- The risks that can be avoided through proper feasibility análisis
- A practical example from the automotive industry
The new industrial reality: higher quality standards and faster production
The transition toward digital manufacturing and Industry 4.0 has significantly raised the quality standards required from manufacturers.
Today, many industrial companies must guarantee:
- Reliable inspection of large production volumes
- Full traceability of the production process
- Reduction of defects reaching the customer
- Consistent and standardized quality criteria
- Objective documentation of inspection results
At the same time, production lines are operating at increasingly higher speeds, leaving less time available for manual quality control.
In this context, maintaining reliable industrial visual inspection processes becomes a significant challenge for many organizations.
Limitations of manual visual inspection
Manual visual inspection is still common in many manufacturing plants, particularly when detecting surface defects.
However, this type of inspection has well-known limitations.
Factors such as visual fatigue, variability between operators and the difficulty of maintaining concentration over long periods affect inspection consistency.
Among the most common issues are:
- Decreased performance over the course of a shift
- Variability in inspection criteria between operators
- Unavoidable human errors
- Ergonomic impact of repetitive inspection tasks
In many cases, inspection must also be performed under demanding production conditions: uneven lighting, parts moving at high speed or repetitive inspection cycles during long shifts.
Under these circumstances, maintaining consistent inspection results over time becomes increasingly difficult.
For this reason, many manufacturers are turning to machine vision systems for industrial visual inspection.
When it makes sense to consider automated visual inspection
Industrial companies typically begin evaluating machine vision solutions when situations such as the following occur:
- Increasing customer complaints related to surface defects
- Inconsistent results in manual inspection
- Growing production volumes that make human inspection difficult
- The need to standardize quality criteria
- Stricter traceability requirements
When one or more of these factors appear, automated visual inspection often becomes a technology worth considering.
Why machine vision is increasingly used in the automotive industry
The automotive sector is one of the industries where machine vision inspection systems are most widely adopted.
Manufacturers must guarantee extremely high quality standards while maintaining high production speeds and full traceability of inspected components.
Machine vision systems are commonly used to inspect components such as:
- Stamped metal parts
- Painted components and body panels
- Plastic trims and interior parts
- Glass components
- Battery components in electric vehicles
In these environments, automated visual inspection helps manufacturers maintain consistent quality standards while reducing reliance on manual inspection processes.
Types of defects that can be detected with machine vision
Industrial machine vision systems can detect a wide range of surface defects in manufactured parts and products.
Common examples include:
- Scratches
- Porosity
- Cracks
- Paint defects
- Inclusions or contamination
- Surface finish irregularities
However, not all inspection applications present the same detectability conditions. The ability to detect these defects depends on several factors related to material properties, surface finish and lighting conditions.
For this reason, before implementing an automated visual inspection system, it is essential to evaluate the technical feasibility of the application.
What is a machine vision feasibility study?
In industrial automation projects, a feasibility study determines whether a machine vision-based visual inspection system can reliably detect the required defects under real production conditions.
The fundamental question the analysis aims to answer is simple:
“Is it possible to reliably detect the defects defined by the customer under real production conditions?”
Answering this question requires analyzing multiple variables related to the part itself, the production process and the industrial environment.
How a Machine Vision Feasibility Study Is Typically Performed
Although each project is different, feasibility studies for industrial machine vision systems usually follow a structured process.
1. Sample analysis
Real production samples containing both conforming parts and defective parts are analyzed in order to understand the visual characteristics of the defects.
2. Definition of inspection requirements
At this stage, the minimum detectable defect size, inspection speed and acceptance criteria are defined together with the customer.
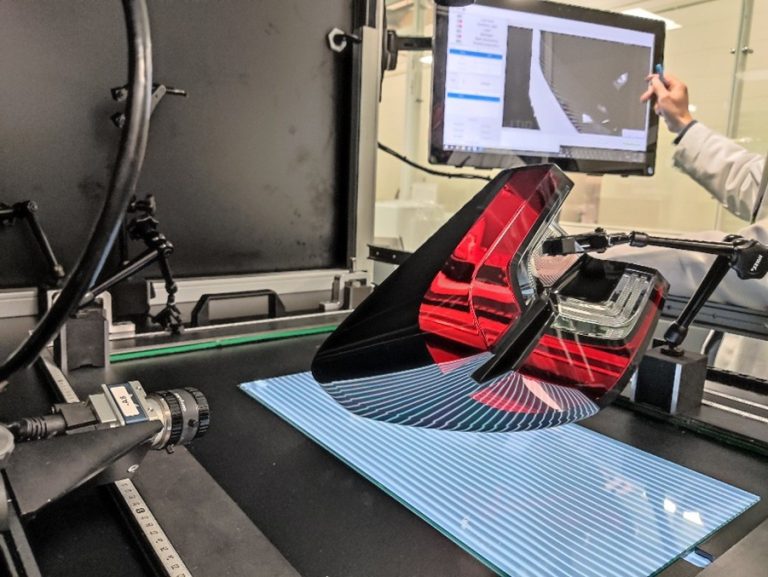
3. Lighting and optical configuration
Different lighting techniques, lenses and camera configurations are tested to determine the setup that maximizes defect visibility.
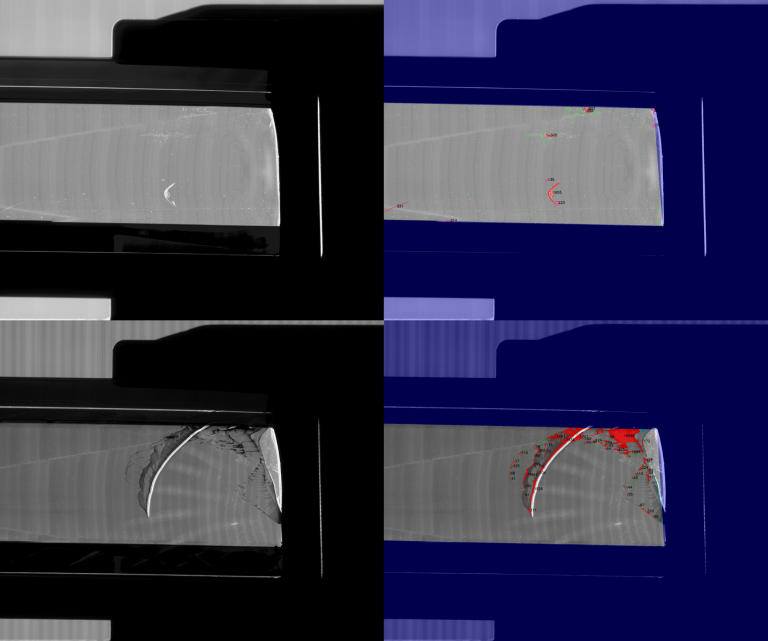
4. Experimental validation
Multiple image acquisition tests are performed to verify whether the defined defects can be reliably detected.
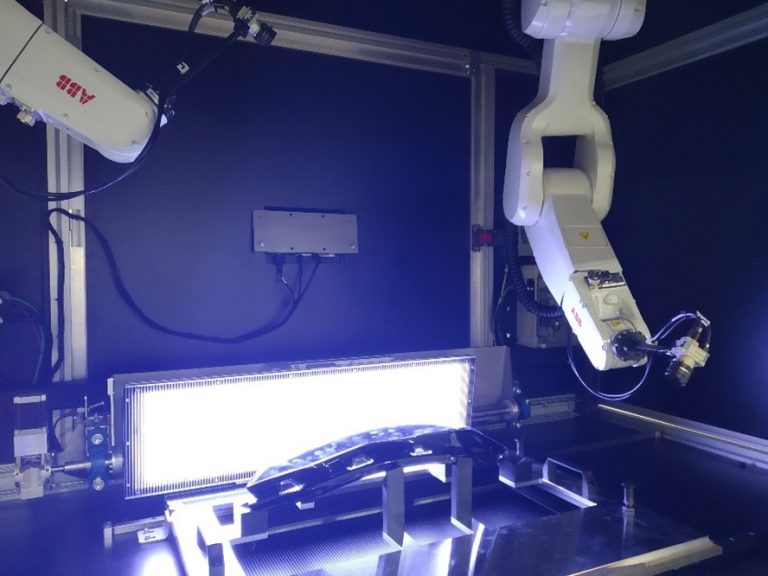
5. Preliminary system architecture
If the tests are successful, a preliminary system concept is defined, including cameras, lighting, mechanical integration and processing architecture.
Key variables analyzed during the feasibility study
A feasibility study for industrial visual inspection must consider a range of technical and operational factors.
Among the most relevant are:
- Part geometry and dimensional characteristics
- Surface type (metal, plastic, painted surfaces, glass, etc.)
- Nature and size of the defects to be detected
- Production line speed
- Environmental conditions in the plant
- Integration requirements with other industrial systems
This analysis makes it possible to define the most appropriate technical architecture before designing the final system.
Industrial environment factors affecting visual inspection
Beyond the characteristics of the part itself, the industrial environment plays a critical role in the performance of machine vision inspection systems.
A configuration that works well in laboratory conditions may encounter significant challenges once installed on a real production line. Factors such as lighting variability, dust, vibrations or temperature changes can affect image quality and, consequently, defect detection reliability.
For this reason, feasibility studies must also evaluate the environmental conditions of the production plant where the system will operate.
Ambient lighting
Variations in ambient plant lighting can affect image contrast if the system lighting is not properly designed.
Dust and airborne particles
In certain industrial environments, dust or airborne particles can affect both image acquisition and the condition of optical components.
Mechanical vibrations
Vibrations generated by machinery or conveyor movement can affect image stability.
Temperature and environmental conditions
Temperature and humidity variations can influence the performance of cameras, lenses and lighting systems.
Line speed and inspection cycle times
Another critical factor in the feasibility of automated visual inspection systems is the time available to perform the inspection.
This introduces several technical challenges:
- High-speed image acquisition
- Precise synchronization with part movement
- Real-time image processing
- Automated decision making
A feasibility study evaluates whether the proposed system architecture can meet these requirements.
The three dimensions of a feasibility study
Technical feasibility
This stage analyzes whether the defined defects can be reliably detected using machine vision technology.
Operational feasibility
The system must integrate correctly into the production process.
Economic feasibility
The implementation of automated visual inspection systems must provide clear value to the organization.
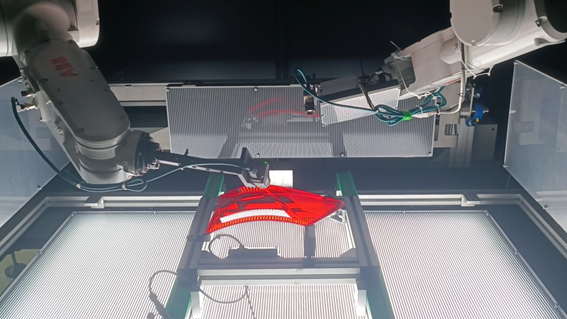
Practical example: detecting scratches on metal components
In a project carried out for the automotive sector, a manufacturer produced metal components with strict surface quality requirements.
During production, small scratches occasionally appeared on the parts. In some cases, these defects were not detected during manual inspection.
After conducting multiple experimental tests, a system architecture was defined that allowed the detection of small scratches even at high line speeds.
As a result, inspection repeatability improved significantly and reliance on manual inspection was substantially reduced
Benefits of performing a feasibility study
Conducting a feasibility study before implementing a machine vision system allows companies to:
- Validate the real detectability of the defects
- Define the most appropriate technical architecture
- Reduce implementation risks
- Avoid investing in solutions that will not work in production
- Optimize system design from the early stages of the project
Conclusion
Automated visual inspection based on machine vision has become an essential tool for manufacturers operating under increasingly demanding quality standards.
However, one of the most common mistakes in industrial automation projects is focusing too early on selecting cameras or software.
In reality, the success of a machine vision inspection system depends largely on understanding whether the defined defects can be reliably detected under real production conditions.
At Integración Sensorial y Robótica (ISR) we develop automated surface inspection systems based on machine vision for multiple industrial sectors.
Because in many cases, the success of a machine vision project begins long before the first camera is installed.


